-

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器 13
13

化工方面的应用
设备种类已从小型、单一化发展到大型、多样化。据化工部门预计,目前钛管设备的应用已从初的纯碱与烧碱工业”扩展到整个化工行业。化工行业的年用钛管量将**过1500吨。二十世纪7080年代以后,国真空制盐企业逐步开始采用钛管金属资料制造设备,结果设备腐蚀情况大大改观。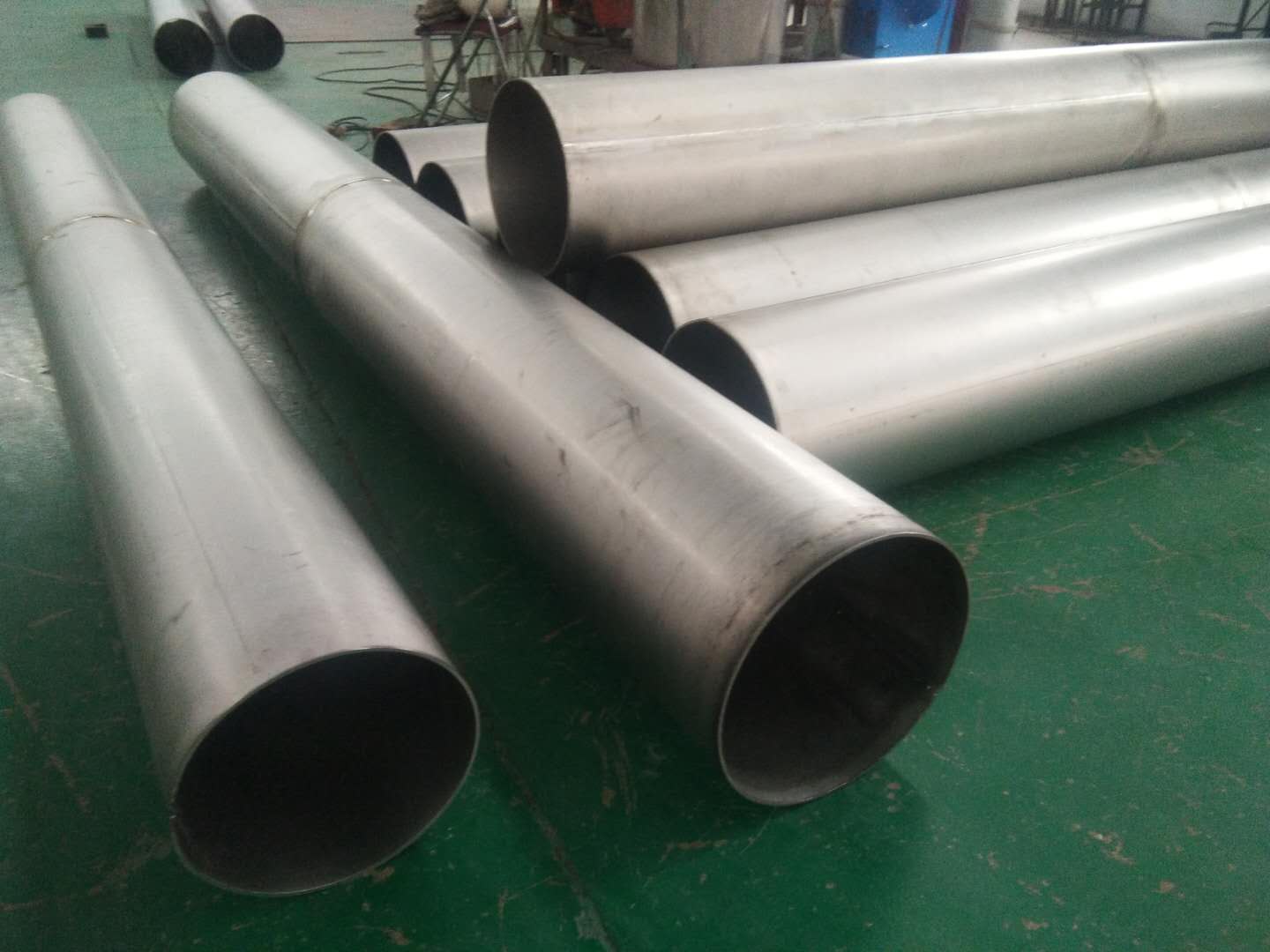
钛及其合金在高温下对氧、氮、氢和碳等具有较大的亲和力,液态的熔池和熔滴金属如得不到有效保护,则更容易受到空气等杂质的玷污,脆化程度更严重,给焊接带来困难。同时,钛合金导热性差,电阻系数大,焊接时产生的热量多,热容大,不容易散失,熔化焊时需要用惰性气体或在真空状态进行保护。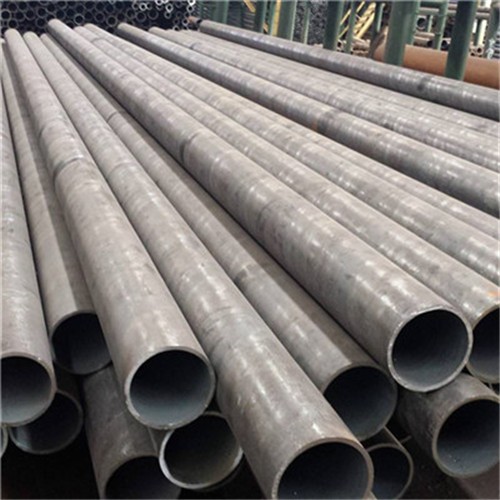
管道腐蚀是现在工业发展中一个相当严重的破坏因素。据有关媒体报道,每年因腐蚀造成的钢材损失大于万吨,钛管道输送易燃、易爆、有损害、腐蚀性介质,具有危险因素。因此,对钛合金管件的要求越高。
钛具有强度高、重量轻、传热性能好、耐腐蚀等优点,在化工领域得到较广应用。钛的这些特性使其成为解决化工相关工程问题的相对经济的方法,虽然钛的投资成本**一般性能材料,但钛在化工领域得到了较广的应用,根据生命周期分析,使用钛管件可以通过减少维护、缩短停机时间、增加产品质量和增加管道寿命来减低生产成本。
目前,钛管件已较广应用于化工、石油、石化、真空制盐、制剂、海洋工程、电力等行业。钛由于具有良好的耐腐蚀性而被较广泛应用于腐蚀介质中,如离子膜烧碱、环氧丙烷等,钛材料在设备和管道中得到了较广的应用,钛管件介质也用于甲酸、甲烷氯化物等工程,以解决管道腐蚀问题。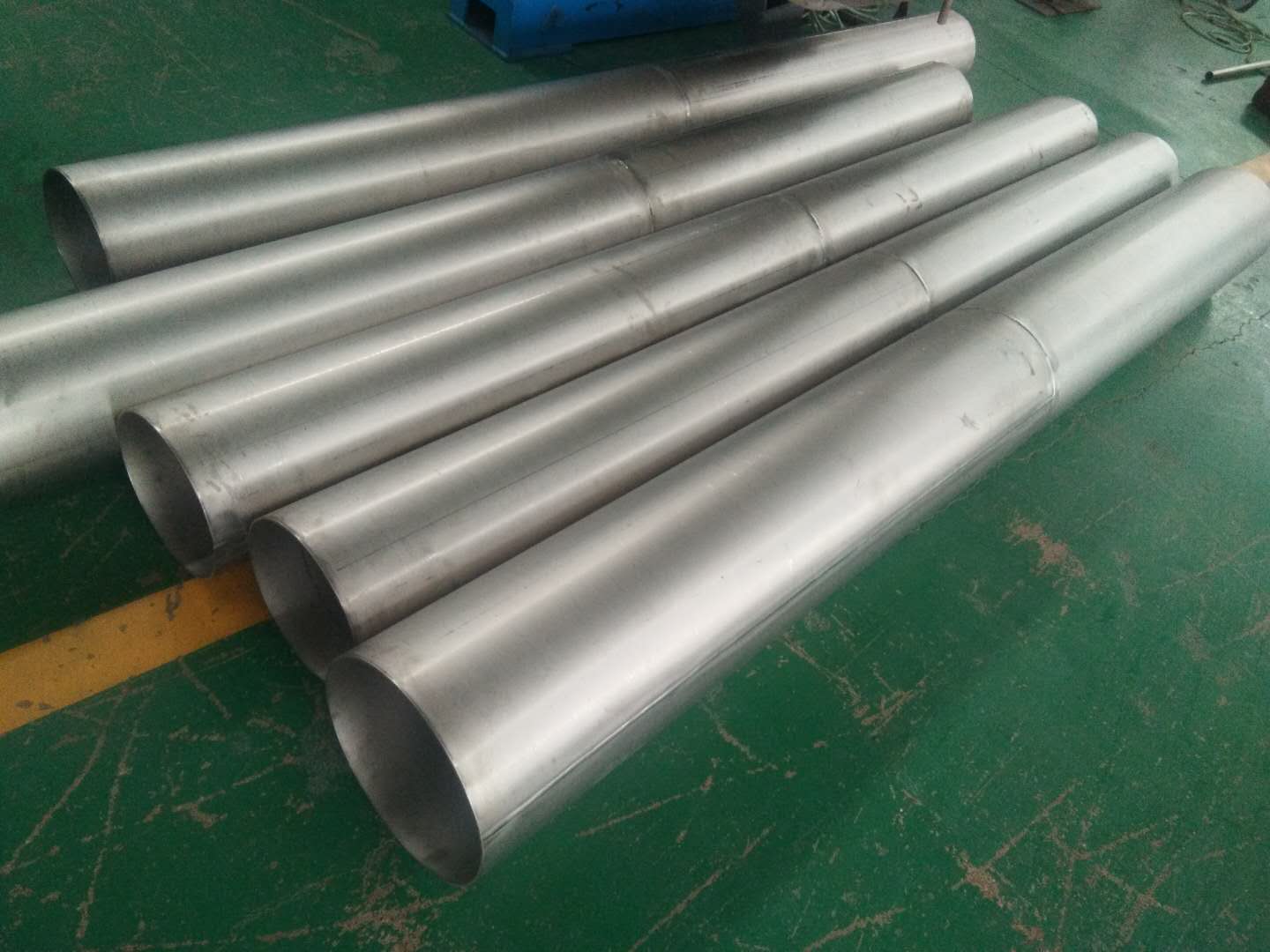
钛材管道焊接的缺陷分析
1.1 气体等杂质污染倾向分析
常温下工业纯钛比较稳定,与氧生成致密的氧化膜具有高的耐腐性能。但在高温下其化学活性急剧增大,具有较强的吸收空气中氧、氢、氮等杂质的能力,降低焊接接头的塑性和韧性。在熔化状态下尤其严重。因此,焊接时对温度**过250度的焊缝和热影响金属(包括熔池背面)都要加以妥善保护。
1.2 粗晶倾向分析
由于工业纯钛的熔点高、导热性差,导热系数低,热容量小,电阻系数大,在焊接过程中,液态熔池金属具有尺寸大、高温停留时间长和冷却速度慢等特点。这种情况容易使焊接接头产生过热组织,晶粒变得粗大,脆化倾向明显。
1.3 焊接裂纹倾向分析
由于纯钛中硫、磷、碳等杂质很少,低熔点共晶难在晶界出现,而且结晶温度区窄和焊缝凝固时收缩量小等,所以很少会产生热裂纹。焊接纯钛时较易受到氧、氢、氮等杂质污染,当这些杂质含量较高时,焊缝和热影响性能变脆,在焊接应力作用下易产生冷裂纹。其中氢是产生冷裂纹的主要原因。氢从高温熔池向较低温度的热影响区扩散,当该区氢富集到一定程度将从固溶体中析出TiH。使之脆化;随着TiH。析出将产生较大的体积变化而引起较大的内应力。这些因素,促使冷裂纹的生成,而且具有延迟性质。